JET GHB-1340A DRO Токарно-винторезный станок





























Описание
- Эксклюзивный протокол приемки JET с сертифицированными допусками (DIN 8606)
- Закаленные и отшлифованные направляющие станины
- Механизм привода шпинделя постоянно работает в масляной ванне
- Закаленные и отшлифованные шестерни передней бабки
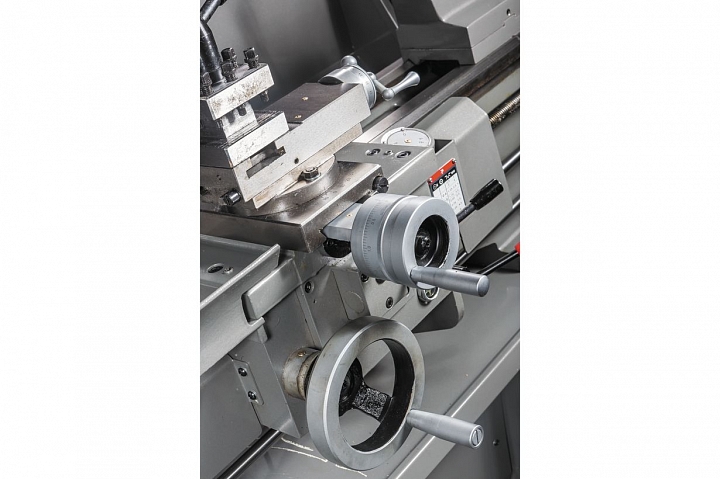
- Автоматическая подача продольного и поперечного суппорта
- Регулировка зазоров направляющих при помощи клиновых планок
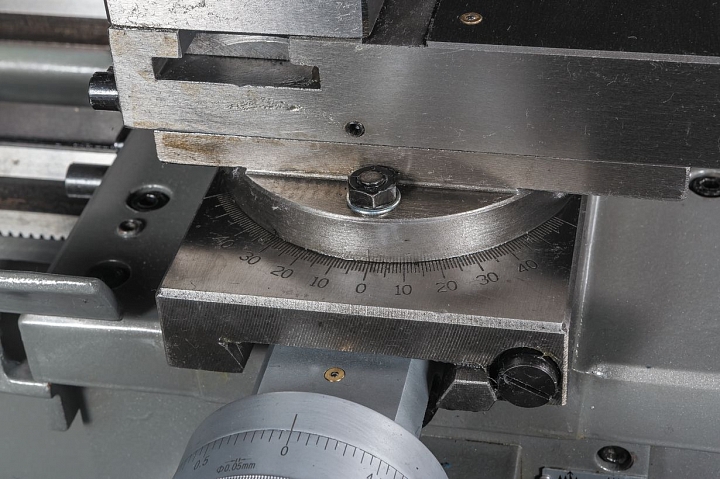
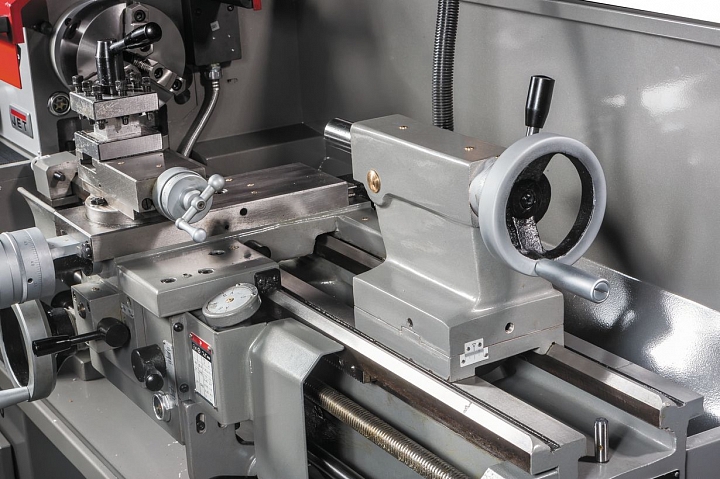
- Регулируемая в поперечном направлении задняя бабка для обточки конусов
- Толчковый режим работы шпинделя
- УЦИ по 3 осям, цена деления 0,005 мм, погрешность ± 1 знак (DRO)
- Современный аналог 1А616, 1616, 16Б16 и Т-4
|
Расстояние между центрами |
760 мм |
1015 мм |
|
Модель станка |
||
|
Модель станка с DRO |
Токарный станок GHB-1340A DRO - усовершенствованная модель GHB-1340 A. Главное отличие - на данном станке установлено устройство цифровой индикации (УЦИ). Использование такого устройства позволяет значительно повысить точность обработки заготовок, снизить вероятность брака и повысить производительность труда. Станок ориентирован на слесарные мастерские, но также может использоваться и частными мастерами, кто подходит к вопросам обработки металла с особой тщательностью.
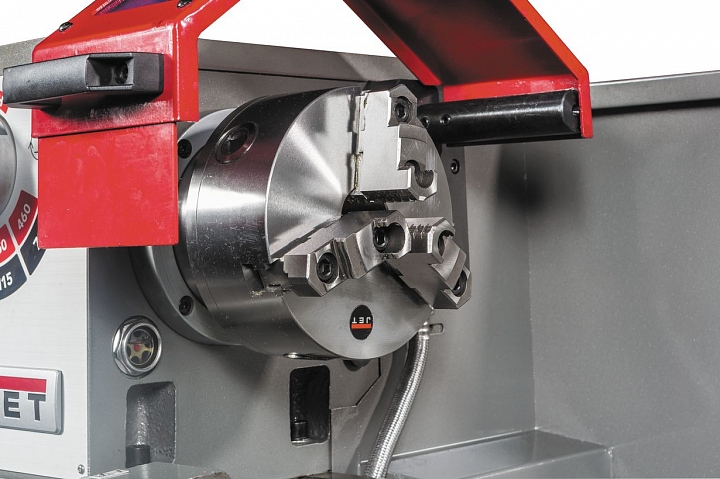
Станок собран в строгом соответствии со стандартом DIN 8606, что говорит о соблюдении всех параметров и допусков в процессе сборки и гарантирует сервисное обслуживание в странах Таможенного союза. GHB-1340A DRO предназначен для обработки деталей диаметром 330 мм над суппортом и 196 мм над станиной на скоростях от 70 до 2500 об/мин. В данной модели существенно увеличено расстояние между центрами, длинна заготовки может составлять до 1015 мм. Станок подключается к электросети напряжением 380В. С целью увеличения ресурса, эффективного охлаждения и снижения ресурса привод шпинделя станка погружен в масляную ванну.
GHB-1340A DRO выполнен по двухвинтовой схеме. Для нарезания резьбы используется ходовой винт, для автоматического точения - ходовой вал. На станке возможна регулировка зазоров направляющих при помощи клиновых планок, конструкция задней бабки позволяет обтачивать конические заготовки. Для облегчения механического переключения режимов на GHB-1340A DRO применяется толчковый (импульсный) режим пуска двигателя.
Такой же станок без УЦИ (DRO).
Другие модели станков можно выбрать в разделе Универсальные токарные станки или здесь Купить токарный станок по металлу.
Характеристики:
| Артикул | 50000710T |
| Напряжение, В | 400 |
| Страна производителя | Китай |
| Длина, мм | 1905 |
| Ширина, мм | 760 |
| Высота, мм | 1200 |
| Масса, кг | 650 |
| Длина в упаковке, см | 200 |
| Ширина в упаковке, см | 76 |
| Высота в упаковке, см | 150 |
| Масса в упаковке, кг | 715 |
| Расстояние между центрами, мм | 1015 |
| Конус шпинделя | МК-5 |
| Ход пиноли задней бабки, мм | 95 |
| Проходное отверстие шпинделя, мм | Ø38 |
| Конус пиноли задней бабки | MК 3 |
| Диаметр пиноли задней бабки | 32 |
| Обороты шпинделя, об/мин | 70-2000 |
| Диаметр обточки над станиной, мм | 330 |
| Количество скоростей шпинделя | 8 |
| Количество продольных подач | 29 |
| Количество метрических резьб | 23 |
| Дюймовая резьба, TPI | 3-1/4 – 80 |
| Количество дюймовых резьб | 32 |
| Шаг ходового винта, мм | 4 |
| Диапазон неподвижного люнета, мм | 10 – 73 |
| Диапазон подвижного люнета, мм | 10 - 60 |
| Количество поперечных подач | 29 |
| Макс. размер инструмента, мм | 16 x 16 |
| Ширина станина, мм | 186 |
| Номинальный ток, А | 4 |
| Диаметр обточки над мостиком станины, мм | 476 |
| Диаметр обточки над суппортом | 197 |
| Торец шпинделя DIN 55029 (Camlock) | D1-4 |
| Ход поперечной каретки суппорта, мм | 160 |
| Ход салазок верхнего суппорта, мм | 68 |
| Продольные подачи, мм/об | 0,037–0,80 |
| Поперечные подачи, мм/об | 0,01–0,22 |
| Метрические резьбы, мм | 0,45–10 |
| Электропитание, В | 400В ~3L/PE 50Гц |
| Выходная мощность | 1,5 кВт (2 л.с.) S1 |
| Сечение силового кабеля (H07RN-F), мм | 4x1.5² |
| Устройство защиты потребителя, А | 16 |
Заказать звонок
Менеджеры компании ответят на все Ваши вопросы, подберут необходимое оборудование и подготовят коммерческое предложение.
Вопрос по товару
Менеджеры компании ответят на все Ваши вопросы, подберут необходимое оборудование и подготовят коммерческое предложение.
Нашли дешевле?
Оставьте ваши контакты, и наш менеджер свяжется с Вами в ближайшее время.
Получить дополнительную скидку
Оставьте ваши контакты, и наш менеджер свяжется с Вами в ближайшее время.