JET GHB-1330A DRO Токарно-винторезный станок































Описание
- Эксклюзивный протокол приемки JET с сертифицированными допусками (DIN 8606)
- Закаленные и отшлифованные направляющие станины
- Механизм привода шпинделя постоянно работает в масляной ванне
- Закаленные и отшлифованные шестерни передней бабки
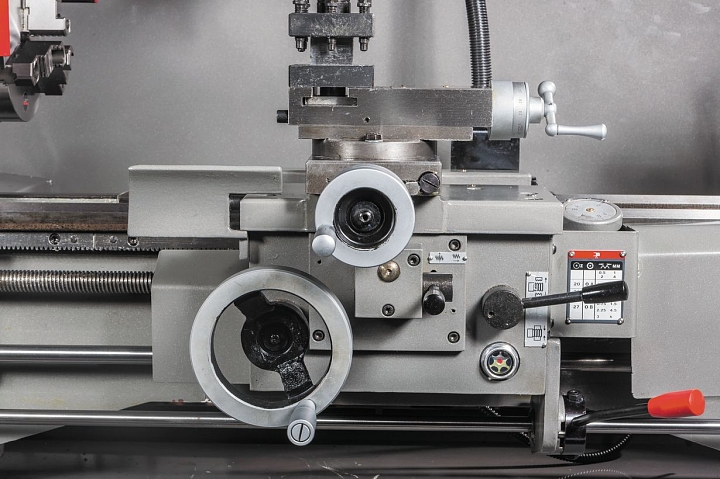
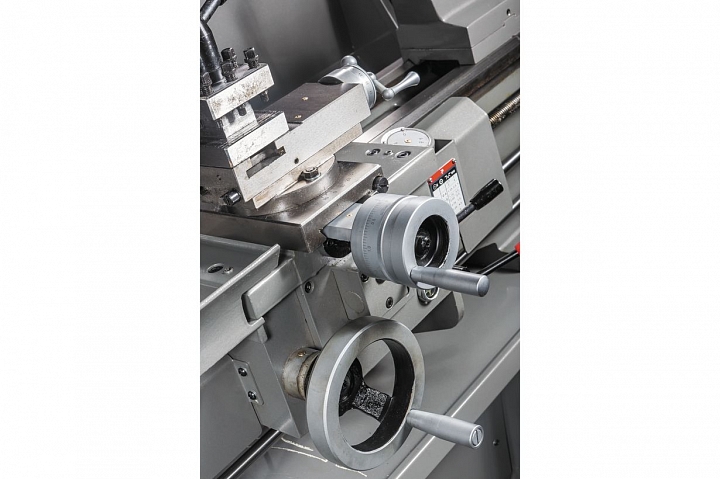
- Автоматическая подача продольного и поперечного суппорта
- Регулировка зазоров направляющих при помощи клиновых планок
- Регулируемая в поперечном направлении задняя бабка для обточки конусов
- Толчковый режим работы шпинделя
- УЦИ по 3 осям, цена деления 0,005 мм, погрешность ± 1 знак (DRO)
- Современный аналог 1А616, 1616, 16Б16 и Т-4
|
Расстояние между центрами |
760 мм |
1015 мм |
|
Модель станка |
||
|
Модель станка с DRO |
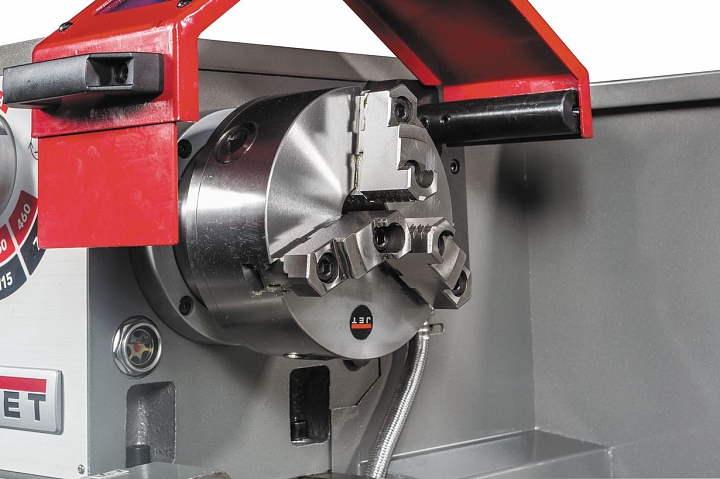
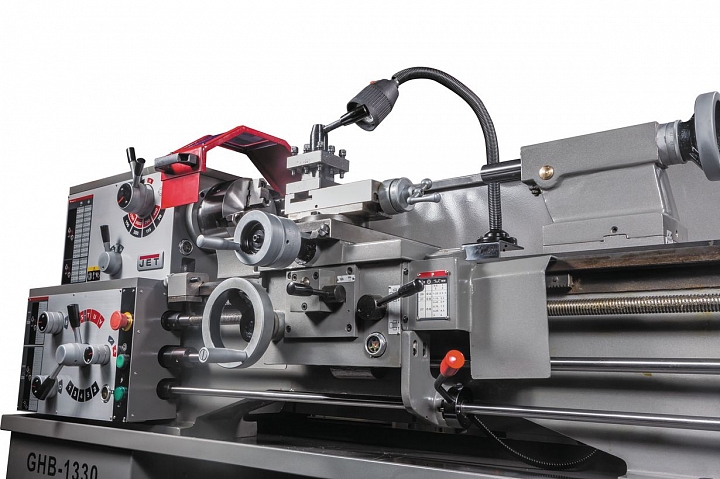
Токарно-винторезный станок GHB-1330A DRO позиционируется компанией JET как профессиональное оборудование для мастерских, автосервисов, небольших предприятий и домашних специалистов по обработке металла. По своей сути, это GHB-1330 A, дооборудованный устройством цифровой индикации (УЦИ). При использовании такого устройства существенно повышается точность обработки и, как следствие, снижается процент возможного брака. Данное оборудование выпускается по промышленному стандарту DIN 8606 (соответствие всех параметров и допусков для станков средней точности). На станке можно обрабатывать заготовки диаметром 330 мм над станиной или 197 мм над суппортом. Скорость оборотов шпинделя от 70 до 2500 об/мин, расстояние между центрами составляет 760 мм.
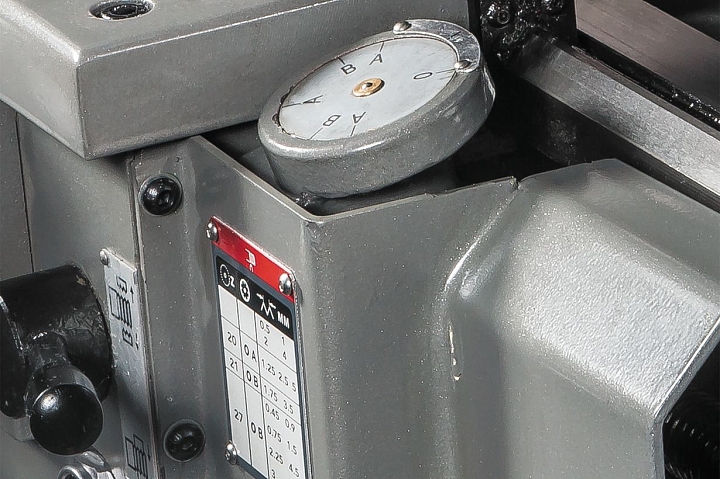
Для работы станку требуется напряжение 380В. Направляющие станины станка закаляются в индукционной печи, а затем шлифуются. Такой подход позволяет повысить точность обработки и продлить срок службы изделия. Привод шпинделя станка погружен в масляную ванну. За счет этого привод работает тише, хорошо охлаждается и, как следствие, прослужит дольше. Станок двухвинтовой: его ходовой винт предназначен для нарезания резьбы, а ходовой вал - за точение в режиме автомат. Толчковый режим помогает облегчить переключение режимов работы. GHB-1330A DRO оборудуется автоматической подачей продольного и поперечного суппорта. Предусмотрена регулировка задней бабки в поперечном направлении для обточки конических заготовок.
Такой же станок без УЦИ (DRO).
Другие модели станков можно выбрать в разделе Универсальные токарные станки или здесь Купить токарный станок по металлу.
Характеристики:
| Артикул | 50000700T |
| Напряжение, В | 400 |
| Страна производителя | Китай |
| Длина, мм | 1650 |
| Ширина, мм | 760 |
| Высота, мм | 1200 |
| Масса, кг | 600 |
| Длина в упаковке, см | 175 |
| Ширина в упаковке, см | 76 |
| Высота в упаковке, см | 150 |
| Масса в упаковке, кг | 680 |
| Расстояние между центрами, мм | 760 |
| Конус шпинделя | МК-5 |
| Ход пиноли задней бабки, мм | 95 |
| Проходное отверстие шпинделя, мм | Ø38 |
| Конус пиноли задней бабки | MК 3 |
| Диаметр пиноли задней бабки | 32 |
| Обороты шпинделя, об/мин | 70-2000 |
| Диаметр обточки над станиной, мм | 330 |
| Количество скоростей шпинделя | 8 |
| Количество продольных подач | 29 |
| Количество метрических резьб | 23 |
| Количество дюймовых резьб | 32 |
| Шаг ходового винта, мм | 4 |
| Количество поперечных подач | 29 |
| Макс. размер инструмента, мм | 16 x 16 |
| Диаметр неподвижного люнета, мм | 10 – 73 |
| Диаметр подвижного люнета, мм | 10 – 60 |
| Ширина станина, мм | 186 |
| Номинальный ток, А | 4 |
| Диаметр обточки над суппортом | 197 |
| Торец шпинделя DIN 55029 (Camlock) | D1-4 |
| Ход поперечной каретки суппорта, мм | 160 |
| Ход салазок верхнего суппорта, мм | 68 |
| Продольные подачи, мм/об | 0,037–0,80 |
| Поперечные подачи, мм/об | 0,01–0,22 |
| Метрические резьбы, мм | 0,45–10 |
| Дюймовые резьбы, TPI | 3-1/4 – 80 |
| Электропитание, В | 400В ~3L/PE 50Гц |
| Выходная мощность | 1,5 кВт (2 л.с.) S1 |
| Сечение силового кабеля (H07RN-F), мм | 4x1.5² |
| Устройство защиты потребителя, А | 16 |
Заказать звонок
Менеджеры компании ответят на все Ваши вопросы, подберут необходимое оборудование и подготовят коммерческое предложение.
Вопрос по товару
Менеджеры компании ответят на все Ваши вопросы, подберут необходимое оборудование и подготовят коммерческое предложение.
Нашли дешевле?
Оставьте ваши контакты, и наш менеджер свяжется с Вами в ближайшее время.
Получить дополнительную скидку
Оставьте ваши контакты, и наш менеджер свяжется с Вами в ближайшее время.